2.6 轧辊接触状态与接触长度对板形和板凸度的影响
2.6.1 轧辊接触状态对板形和板凸度的影响
工作辊和支撑辊的接触状态对板形的影响是近年来人们注意、探索的一个问题。通过对这个问题的研究,人们找到了一些新的改善板形的方法,例如采用双锥度支撑辊、双阶梯支撑辊、HC轧机、大凸度支撑辊等。
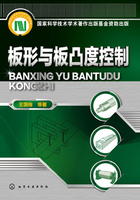
如图2-8所示,普通四辊轧机工作辊和支撑辊是沿整个辊身接触的,在轧制力作用下,工作辊和支撑辊之间形成接触压力q*,在板宽范围以外的区域A,辊间压力形成一个有害弯矩,它使轧辊发生多余的弯曲。为抵消这个有害弯矩引起的轧辊变形,可以改变轧辊的初始凸度,也可以使用液压弯辊。但当单位宽轧制力p*改变时,有害弯矩也随之变化,使板形改变。为了获得满意的板形,必须随着轧制力的变化不断地调整液压弯辊力。也可以设法改变轧辊之间的接触状态,例如采用双阶梯辊,使中间接触段长度缩短,从而减小有害弯矩,由有害弯矩引起的轧辊弯矩也就随之减小。当中间接触段长度缩短到一定程度时,有害弯矩可以完全消除。这时即使轧制力改变,工作辊挠度曲线也可以基本保持不变,轧机具有无限大的横刚度。由这个例子可见,轧辊之间的接触状态对板形有重大的影响,它可以从根本上改变轧机的板形控制特性,应特别给予重视。

图2-8 普通四辊轧机和采用双阶梯支承辊的四辊轧机的轧辊接触状态
2.6.2 轧辊接触长度对板形和板凸度的影响
以四辊轧机为例,轧辊接触长度LC是指在轧制力作用下工作辊与相邻支撑辊全部接触的长度。当工作辊和支撑辊都是平辊或都只有很小的凸度时,可以认为施加轧制力时相邻轧辊是整个全部接触的。在此情况下,接触长度LC即为辊系中较短轧辊的长度。
轧辊接触长度LC频繁地用研磨轧辊两端的锥形区来调整。锥形区锥度大小的选择应保证该区域工作辊和支撑辊在轧制力作用下互不接触。
轧辊接触长度对带钢凸度的影响可用轧辊接触长度影响率KRC来表示:
 (2-8)
(2-8)
式中 ΔLC——带钢产生凸度变化ΔC时对应的轧辊接触长度的改变;
C,C0——与轧辊接触长度LC、LC0相对应的带钢凸度。