2.9 板宽对板形和板凸度的影响
我们通常所说的轧机刚度指轧机的纵刚度,但在研究板形问题时,更关心的是轧机的横刚度。所谓横刚度是指造成板中心和板边部单位厚度差所需要的轧制力,单位是t/m。
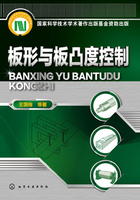
轧机的横刚度是相对一定板宽而言的,当板宽变化时,轧机的横刚度发生变化,因而在承受同样轧制力的情况下,轧辊的变形以及为弥补轧辊变形所必需的轧辊凸度均发生变化,当然良好板形线也发生变化。如图2-9所示,对应某板宽的完好板形线为F1,当板宽变窄时,轧制力仍保持原来的PA,但它们集中作用到较窄的辊身中间的区域,所以必然增大了轧辊的弹性变形。为抵消这种变形以获得良好板形,当然需要更大的轧辊工作凸度。这样一来,良好板形线变化到F2。当板宽增大时,变化的趋势相反。

图2-9 板宽变化对板形的影响
板宽对板凸度的影响可以用板宽影响率KW表示:
 (2-10)
(2-10)
式中 ΔC——带钢凸度变化值;
ΔW——带钢产生凸度变化ΔC时的宽度改变值;
C,C0——对应带钢宽度W、W0的凸度。
板宽对板凸度的影响可以认为是通过轧制力的大小及其沿辊身长度分布的综合效果而起作用的。
①当板宽较小且压下率不大时,随着板宽的增加尽管轧制力也增加,但影响不及板宽增加后使得轧制力的分布范围扩大从而使轧辊挠度减小的作用,因此板凸度有所减小。
②当板宽较小而压下率较大时,随着板宽的增加轧制力增加产生的影响要大于板宽增加后使得轧制力的分布范围扩大带来的影响,从而使轧辊挠度增加,板凸度增加。
③当板宽较大时,随着板宽的增加轧制力增加产生的影响也大于板宽增加后使得轧制力的分布范围扩大带来的影响,因此轧辊挠度增加,板凸度增加。
④当板宽与轧辊长度的比值为某些特定值时(如板宽为120mm和200mm时),轧辊的挠度发生拐点,板凸度也随之产生急剧的变化。
板宽对板凸度有着比较显著的影响。板宽对板凸度影响机理比较复杂,但其实质是通过轧制力的大小以及轧制力沿辊身长度分布的综合效果而起作用的。板凸度随板宽变化的趋势并非是单调的。当板宽与轧辊长度的比值为某些特定值时,轧辊的挠度发生拐点,板凸度也随之产生急剧的变化。